
Главным фактором в достижении заявленной производительности Оборудования является грамотная и эффективная организация производственного процесса. Правильное расположение всех составляющих узлов Оборудования, задействование необходимого дополнительного инвентаря и рабочего персонала.
Прежде чем приступать к организационным вопросам запуска Оборудования – необходимо ознакомится с Руководством по эксплуатации, в нем описаны все основные и часто задаваемые вопросы.
Ознакомительное видео Организации производства
Основные требования к размещению и эксплуатации Оборудования:
Прежде чем приступать к организационным вопросам запуска Оборудования – необходимо ознакомится с Руководством по эксплуатации, в нем описаны все основные и часто задаваемые вопросы.
Ознакомительное видео Организации производства
Основные требования к размещению и эксплуатации Оборудования:
- Вибропрессующий комплекс успешно используется только под навесом или в цехах, оптимальная температура воздуха – от +5 до +35 градусов.
- Минимальная высота потолков от 3,8 метра.
- Для работы Оборудования, необходимо предусмотреть технические зоны для хранения материалов и склад готовой продукции. Минимальная площадь под все производство - 250 м2.
- Для эксплуатации Комплекса необходимо изготовить фундамента под вибропресс, использовать бетон марки не меньше М200. Схему фундаментов с перечнем необходимых работ см. в Руководстве по эксплуатации, либо на интернет странице выбранного Оборудования.
- К рабочему Оборудованию необходимо подвести воду и электроэнергию напряжением 380 вольт. Потребляемую мощность см. в Руководстве по эксплуатации, либо на интернет странице выбранного Оборудования.
- Поддоны. Изделия выпрессовываются из матрицы на поддоны, на них продукция вылеживается в процессе пропаривания или естественного набора прочности. Для работы вибропресса в среднем необходимо от 300 до 600 поддонов. Их количество зависит от требуемой производительности Комплекса, а так же наличия у заказчика пропарочной камеры. Камера тепло-влажностной обработки сокращает время вылеживания и набора марочной прочности изделий, в результате чего требуется меньшее количество поддонов. Завод Стройтехника рекомендует использовать шлифованную фанеру ФСФ толщиной 40 миллиметров (для Рифей Буран и Рифей Полюс) и 30 миллиметров (для Рифей Удар). Поддоны из фанеры имеют большой эксплуатационный ресурс и высокую прочность, что обеспечивает долговечность службы. Не рекомендуется использовать дешевую и некачественную фанеру – это может привести к риску деформации изделий в процессе формования и транспортировки в зону набора прочности.
- Стеллажи. Металлическая сварная конструкция, в которой размещаются поддоны с готовыми изделиями. На одном стеллаже можно поместить 5 поддонов (Рифей Буран и Рифей Полюс) и 6 поддонов (Рифей Удар), поэтому, для среднего по объемам производства потребуется от 60 до120 стеллажей. Стеллажи как правило Заказчик изготавливает самостоятельно. Все необходимые чертежи стеллажа и поддона есть в Руководстве по эксплуатации.
- Для транспортировки материала и продукции необходимы грузоподъемные механизмы: кран-укосина, таль, кран-балка, погрузчик. Их количество и номенклатура зависит от условий организации производства.
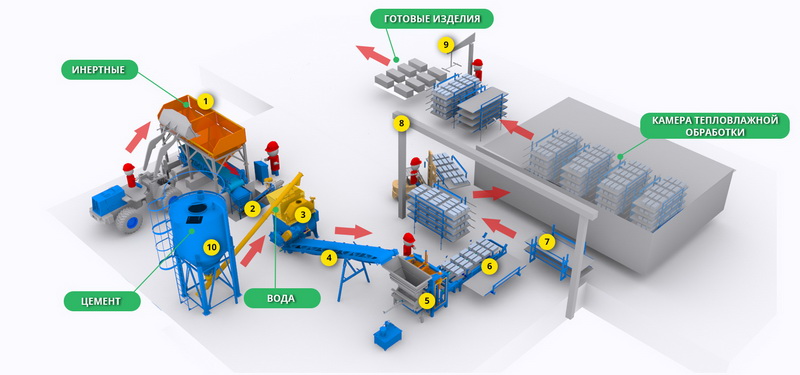
- Загрузка в Дозатор заполнителя (1) инертных материалов осуществляется с помощью фронтального погрузчика. Взвешенный инертный материал попадает в смеситель с помощью ленточного конвейера (2) . В Силос (10)– вяжущего (цемента) с помощью цементовоза, либо мешками биг бегов если вместо Силоса использовать Растариватель биг бегов.
- Подача цемента в дозатор цемента (3) расположенного на смесителе осуществляется по шнековому конвейеру. Подача компонентов в смеситель автоматизирована и прекращается, как только достигается заданная пропорция. Максимально точное автоматическое дозирование компонентов смеси, осуществляется благодаря весоизмерительной системе на тензорезисторных преобразователях.
- Перемещение готовой смеси по транспортеру (4), в приемный бункер модуля загрузки смеси вибропресса (5). Действие производится после того, как в смесителе компоненты перемешались и стали однородной жесткой смесью. Смесь периодически подготавливается снова, с частотой, необходимой для обеспечения бесперебойной работы вибропресса. Электродвигатели смесителя и транспортера включаются дистанционно, с помощью пульта управления.
- Формования изделий и выдавливание готовой продукции на поддон и перемещение поддонов на стеллажи. Стеллаж, установленный на модуле подачи поддонов (6), загружается поддонами с изделиями и снимается с помощью подъемного механизма (8), после этого в рабочую зону устанавливается новый стеллаж с поддонами (7).
- После заполнения стеллажи собираются в штабели до 7 штук с помощью грузоподъемного оборудования(8), и переносятся в пропарочную камеру или место для вылеживания, с помощью кран-балки или вилочного погрузчика.
- После того, как изделия достигли достаточной прочности, штабель стеллажей перемещается в зону распалубки (9). Далее изделия перекладывается на товарные поддоны, и на этом этапе продукция готова к отправке потребителю или на склад готовой продукции.

